Quality Assurance & Control
Prevent defects — don't just detect them
Quality failures are expensive. A single recall can cost millions in direct costs, lost revenue, and brand damage. Customer complaints erode trust. Compliance failures shut down production lines and close export markets. The businesses that win on quality are the ones that build assurance into every step of their supply chain — not the ones that inspect harder at the end.
Synergic Technologies combines supply chain quality consulting with industrial technology — machine vision for automated inspection, RFID for product traceability, and environmental monitoring for storage compliance. We design the quality framework and implement the technology that makes it operational.
Why Quality Assurance Fails
Most quality problems aren't caused by careless people — they're caused by processes that rely on manual consistency, systems that don't talk to each other, and compliance frameworks that document failures instead of preventing them.
Manual Inspection Misses Defects
Human visual inspection is inconsistent, fatigues over shifts, and cannot keep pace with line speeds. Defects reach customers, triggering returns, rework, and brand damage.
No Traceability When Issues Arise
When a quality event occurs — a customer complaint, a failed audit, a recall — you need to trace back to batch, line, shift, supplier, and storage conditions. Without automated traceability, that investigation takes days instead of minutes.
Compliance Documentation Is Reactive
Quality records are assembled after the fact — spreadsheets, paper logs, manual sign-offs. Auditors find gaps. Regulators find gaps. The documentation exists to prove compliance, but it was never designed to prevent non-compliance.
What We Deliver
Quality assurance requires both process design and technology. We deliver both — the consulting to design the framework and the technology to automate it.
Process Consulting
Quality Framework Design
Quality management system architecture, inspection point design, acceptance criteria, escalation workflows, and continuous improvement governance — built around your product, your process, and your regulatory environment.
Inspection Point Mapping
Identify where in your process quality should be verified — incoming materials, in-process, finished goods, dispatch. Define what gets inspected, how, and what triggers a hold or rejection.
Compliance & Audit Readiness
Align quality processes with regulatory requirements — MPI, FSANZ, Medsafe, GxP, 21 CFR Part 11. Build audit trails that satisfy regulators without creating administrative burden.
Supplier Quality Management
Incoming quality verification, supplier scorecards, non-conformance tracking, and corrective action workflows. Shift supplier quality from reactive complaint handling to proactive assurance.
Technology Solutions
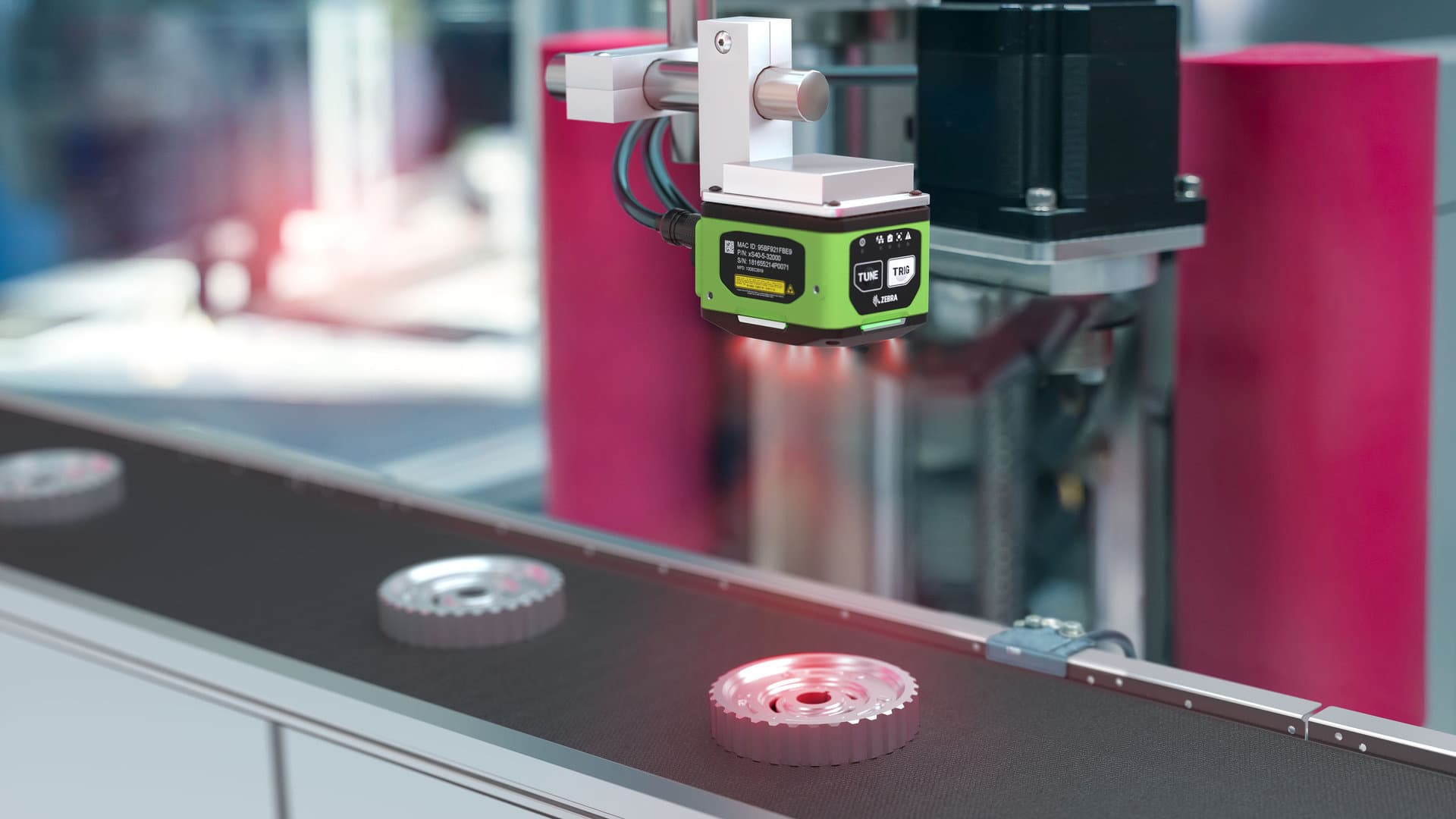
Machine Vision — Continuous Automated Assurance
Transforms QA from inspection stations to continuous automated assurance — without changing how your people work. On the line: cameras inspect every item at production speed — label placement, fill levels, packaging integrity, defect identification. No stopping the line. Across the facility: cameras at dock doors and staging areas automatically verify pallet condition, count, and movement at forklift speeds up to 7 km/h. No scanning step, no behaviour change. The building has eyes. Zebra Aurora platform.
Machine Vision Solutions →RFID — Product Traceability
Item-level and batch-level traceability from raw materials through production to dispatch. Automated verification at each stage — no manual scanning, no missed steps. Full chain of custody for recall readiness and regulatory compliance.
RFID Solutions →Environmental Monitoring — Storage Compliance
Continuous temperature, humidity, and air quality monitoring across storage, production, and transport. Automated alerting when conditions breach thresholds. Compliance-grade audit trails for MPI, Medsafe, and GxP requirements. Dickson platform.
Environmental Monitoring →The Shift: From Inspection Stations to Continuous Assurance
Traditional QA relies on dedicated inspection stations, sampling, and human oversight. Product moves through the line and stops at checkpoints. Inspectors fatigue. Sampling misses defects between checks. The result: quality is only as good as the last manual inspection.
Traditional QA
- Manual visual inspection at dedicated stations
- Statistical sampling — defects slip through between checks
- Line stops for inspection, slowing throughput
- Inspector fatigue across shifts
- Paper-based records assembled after the fact
Automated QA
- Every item inspected at line speed — 100% coverage
- Facility-wide monitoring at dock doors and staging areas
- No stopping the line, no scanning step, no behaviour change
- Consistent 24/7 accuracy — cameras don't fatigue
- Automatic digital audit trail for every inspection decision
Machine vision makes this shift possible — at both scales. On the production line, cameras inspect individual items without stopping throughput. Across the facility, cameras at dock doors and staging areas check pallets at forklift speeds up to 7 km/h. No new process for workers. No behaviour change. Learn more about Machine Vision →
Good quality practice creates the need for technology — not the other way around. We always start with the process.
Industries We Serve
Manufacturing
Production line inspection, WIP tracking, dimensional verification, label accuracy, finished goods QC. Reduce defect escape rates and rework costs.
Regulators: Industry standards, customer specifications
Food & Beverage
Foreign object detection, packaging integrity, label compliance, batch traceability, cold chain assurance. From raw materials to retail shelf.
Regulators: MPI, FSANZ, export market requirements
Healthcare & Pharmaceutical
Environmental monitoring for storage compliance, instrument sterilisation verification, product traceability, tamper evidence, serialisation. GxP-aligned quality systems.
Regulators: Medsafe, 21 CFR Part 11, GxP, WHO GDP
Primary Sector
Export compliance documentation, provenance verification, cold chain monitoring, phytosanitary compliance. Protecting market access through quality assurance.
Regulators: MPI, USDA, EU import requirements
How We Work
Every quality assurance engagement follows our ALIGN → PILOT → SCALE-UP methodology — reverse-engineered from business outcomes, not technology features.
Assess & Design
Audit your current quality processes, inspection points, compliance gaps, and technology landscape. Map where defects escape, where traceability breaks, and where manual processes create risk. Design a quality improvement roadmap prioritised by business impact.
Prove & Validate
Implement on a single line, product, or facility. Prove the technology works in your environment — camera angles validated, RFID read rates confirmed, environmental sensors calibrated. Measure defect capture rate, false positive rate, and compliance improvement before scaling.
Roll Out & Optimise
Extend across lines, sites, and product categories. Integrate with ERP, QMS, and warehouse systems. Build dashboards for real-time quality visibility. Establish continuous improvement cadence — the system gets smarter over time.
Related Capabilities
Quality assurance connects directly to visibility, traceability, and environmental compliance. These capabilities work together.
Machine Vision
AI-powered visual inspection and measurement.
RFID Solutions
Automated identification and traceability.
Environmental Monitoring
Temperature, humidity, and air quality compliance.
Visibility & Traceability
End-to-end supply chain tracking and provenance.
Cold Chain Assurance
Temperature monitoring and chain of custody.
Frequently Asked Questions
What is the difference between quality assurance and quality control?+
Quality assurance (QA) is the process framework — designing systems, inspection points, and governance to prevent defects. Quality control (QC) is the execution — the actual inspection, testing, and verification activities. Synergic works across both: we design the QA framework (consulting) and implement the QC technology (machine vision, RFID, environmental monitoring) that makes it operational.
How does machine vision improve quality inspection?+
Machine vision transforms QA from inspection stations to continuous automated assurance at two scales. On the production line, cameras inspect every item at line speed — label placement, fill levels, packaging integrity, defect detection — replacing manual visual inspection without stopping throughput. Across the facility, cameras at dock doors and staging areas automatically verify pallet condition, count, and movement at forklift speeds up to 7 km/h. The breakthrough is that no scanning step or behaviour change is required from workers. Unlike human inspectors, machine vision doesn’t fatigue, inspects 100% of product rather than sampling, operates 24/7, and creates an auditable record of every inspection decision.
Can you help with regulatory compliance (MPI, Medsafe, FSANZ)?+
Yes. We design quality frameworks aligned with New Zealand regulatory requirements — MPI for food safety and primary sector exports, FSANZ for food standards, Medsafe for pharmaceuticals, and GxP for life sciences. Our technology solutions (environmental monitoring, RFID traceability, machine vision inspection) generate the compliance-grade audit trails these regulators require.
Do we need to replace our existing quality management system?+
No. We work with your existing QMS — whether that’s a formal system, ERP-based quality module, or manual processes. The goal is to strengthen what you have: automate inspection points that are currently manual, add traceability where it’s missing, and close gaps that create compliance risk. Technology integrates with your existing systems rather than replacing them.
What does a quality assurance engagement typically cost?+
It depends on scope. A quality process assessment and framework design is a consulting engagement — typically 2–4 weeks. Technology implementation (machine vision, RFID, environmental monitoring) is scoped separately based on the number of inspection points, lines, and sites. We always start with the ALIGN phase to define exactly what’s needed before quoting technology.
Ready to Strengthen Your Quality Assurance?
Whether you need to automate inspection, close compliance gaps, or build traceability into your supply chain — start with a conversation about where quality is costing you the most.